Hydcovalves Joins The Oliver Valves Family
The discovery that existing Oliver Valves technology had been successfully deployed by key customers…
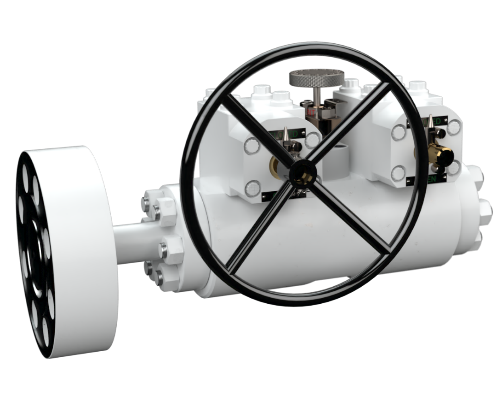
Read MoreThe recently qualified Oliver Valves ½” Bore Topside Manual Gate Valve has provided our client and end-user with a solution for use in an industry-first high-pressure development in the Gulf of Mexico.
The project required 20ksi DBB Isolation for vents, drains and chemical injection points around the TUTA (Topside Umbilical Termination Assembly), Boarding Valves and Production Manifold. Process operating pressures were expected to be around 16,500psi. A fully rated API 20k valve as required by the customer’s specifications. Small-bore instrumentation needle or ball valves were available to the customer at working pressures of 20,000psi but a full through bore gate valve, such as the one above, was a new market requirement:
As the supplier of choice, Oliver’s were required to design and build a valve very quickly to meet the strict application and the project timeline. All of the considerations below had to be met:
Oliver Valves and their master distributor, AWC Inc, have been a long-time trusted supplier to this customer. They have demonstrated experience in project execution, quality, and specifically the desired technology to meet the requirements of this project. The Oliver Valves team were able to meet and exceed all of the customers’ requirements. Collaboration with the customer from an early stage in the project resulted in a mutually beneficial solution.
Oliver Valves will be supplying multiple ½” Manual Gate Valve DBB’s to a Gulf of Mexico Project. In this project application, the ½” Gate Valve DBB will be used to drain the 20,000psi rated pipework surrounding the large boarding valves on a semi-submersible floating production unit. First oil is anticipated 2024. The high-pressure rating of this design allows our clients and end-users alike to access other high-pressure resource opportunities across the industry.
Please Contact Oliver Valves Ltd on valves.dev.1int.co.uk or sales@valves.co.uk for further information. Our business is trusted globally by all the major Oil & Gas operators for our Reliability Under Pressure and our It CAN Be Done approach to client challenges.

The discovery that existing Oliver Valves technology had been successfully deployed by key customers…
Read More
Oliver Valves is proud to announce the launch of its brand-new redesigned website. The…
Read More
It has been a strange and difficult 12 months for everyone with the COVID…
Read More© Copyright 2025 Oliver Valves Ltd