How to Operate Valves Subsea?
Several issues need to be considered to design and configure a subsea development controlled and operated over a significant distance. Various industries use subsea valves,…
Read More
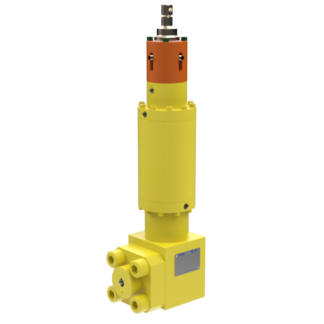
Oliver Valvetek Limited manufactures a range of ‘small bore’ subsea High-Pressure High Temperature (HPHT) needle valves with a bore size of 0.30” [7.6mm] bore.
HPHT needle valves have an operating pressure rating up to 20,000psi [1380 bar] and an operating temperature range of -29°C to +204°C (-20°F to +400°F). Qualified water depth rating of 10,000ft [3050m].
Oliver Valvetek manufactures specialist High-Pressure High Temperature (HPHT) Needle Valves for subsea use. Subsea HPHT Needle Valves are commonly used to provide a metal to metal seating isolation solution without resorting to the more complex and expensive gate valves. The valves are typically used on Christmas trees to isolate downhole safety valve lines and gasket test lines.
Oliver Valvetek provides a range of small-bore needle valves in bodies with either flanged, threaded and welded end connections to suit all applications.
The designs include ones suitable for diver operation and low torque and high torque ROV tool operation. Qualification Tested has been completed in accordance with API 6A 20th edition appendix F and API 17D 2nd edition.
Product Features
| High Pressure, High Temperature Needle Valves Specifications: | |
|---|---|
| Materials | Available in API Material Class HH to NACE MR-01-75 latest revision. |
| Psi Ratings | Up to 20,000 PSI [1380 bar]. |
| Temperature Range | -29°C to +204°C (-20°F to +400°F). |
| Water Depth | Tested up to 10,000 ft. |
At Oliver Valves, our industry-leading team are dedicated to engineering excellence, pushing the boundaries of valve innovation. Browse through the hot topics from within the industry, with technical information and news included.

Several issues need to be considered to design and configure a subsea development controlled and operated over a significant distance. Various industries use subsea valves,…
Read More© Copyright 2025 Oliver Valves Ltd